L'embattage (cerclage) de roue
Introduction
Le cerclage à chaud d’une roue finalise sa fabrication et cette dernière étape, très spectaculaire, pose au charron amateur quelques difficultés. En effet, roue brulée, cercle éclaté ou au contraire mal ajusté, sont des problèmes qui nous sont malheureusement arrivés. L’inexpérience ou la mauvaise compréhension des conseils de nos anciens en sont certainement la cause. Nous avons donc cherché à comprendre de façon plus théorique les contraintes de la pose du cercle à chaud.
Pour cela, nous avons tout d’abord cherché la documentation et les livres sur le charronnage dans deux bibliothèques spécialisées dans les ouvrages techniques : la bibliothèque Forney à Paris et la bibliothèque de la Maison de l’Outil et de la Pensée Ouvrière à Troyes. Cette recherche fut assez décevante et l’on ne peut retenir que trois livres apportant des informations pratiques sur le sujet : le Nouveau manuel complet du charron et du carrossier de LEBRUN, Paris, Roret, 1851, le Nouveau manuel complet du charron-forgeron de Marin-Darbel, Paris, Roret, 1923 (réédité par les Editions Emotion Primitive) et surtout le Manuel du charron-forgeron de Taupenot, Paris, Baillière, 1927 (lui aussi récemment réédité par les Editions Emotion Primitive). C’est à partir de cet ouvrage que nous avons travaillé pour mieux comprendre la technique de pose des cercles à chaud.
Un peu d’histoire
L’utilisation de la roue pour le déplacement des charges lourdes est attestée dès le 4ème millénaire avant J-C et c’est répandu au 3ème millénaire ; nous n’essaierons donc pas d’en entreprendre l’histoire aujourd’hui. Mais, du char de guerre mésopotamien à la charrette contemporaine, un problème récurent est apparu : l’usure de la roue et la recherche d’une protection pour la limiter. Cette protection a pris des aspects très variés : bande de cuir, contre-jante en bois, clous très rapprochés les uns des autres, plaques de bronze, etc.

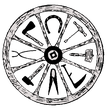
Char mésopotamien (3ème millénaire BC). Remarquer l’ondulation sur la roue, due à une protection de bronze.

|
Roue toute en bois (19ème siècle). Remarquer la contre-jante en bois fixée par des goupilles sur la jante. |
Nous ne nous attarderons pas sur ces anciennes protections pour arriver au revêtement en fer qui recouvre la majorité des roues depuis la fin du Moyen Age et dont la pose s’appelle l’embattage.
Des dictionnaires(1) anciens nous donnent comme définition de l’embattage l’action de recouvrir une roue par des bandes de fer. Le pluriel est employé, ce qui montre que la protection était, la plupart du temps, composée de plusieurs segments métalliques. Ces protections (cercle ou bandes de métal) étaient posées à froid et, si des bandes de fer étaient chauffées, c’était simplement pour pouvoir les cintrer plus facilement comme nous le décrit l’Encyclopédie de Diderot et d’Alembert qui détaille l’opération d’embattage et donne la définition suivante.
EMBATTRE, C’est le nom que l’on donne à la manœuvre par laquelle on garnit une roue de voiture de ses bandes de fer. Il y a deux manières de ferrer les roues : l’une avec autant de bandes de fer qu’il y a de jante à la roue, c’est celle que nous allons expliquer ; l’autre manière consiste à ferrer la roue avec un cercle de fer d’une seule pièce, ce qui se fait avec l’aide du diable(2). Pour embattre ou ferrer une roue on la place dans l’embattoir qui est une fosse de 5 à 6 pieds de long sur un de large et environ 3 pieds de profondeur : cette fosse doit être bien maçonnée ou garnie d’un corroi(3) de glaise, afin qu’elle puisse tenir l’eau dont on la remplit, et dont on verra l’usage ci-après. Cette fosse ou embattoir est bordé au rez-de-chaussée d’un fort châssis de charpente qui assure la maçonnerie ; on place donc la roue dans cette fosse, en sorte qu’elle y soit plongée à moitié et que les deux bouts du moyeu portent sur le châssis de charpente. Dans cet état on applique une des bandes de fer qui doivent être rougies au feu, sur les jantes de la roue, en sorte que le milieu de la bande réponde juste sur le joint de deux jantes contigües ; on frappe de grands clous par les trous des barres qui par ce moyen se trouvent assujetties sur les jantes. On fait rougir les barres afin qu’elles se plient et s’appliquent mieux à la circonférence de la roue ; mais comme ordinairement le feu y prend après que la bande est embattue ou clouée, on fait tourner la roue, en sorte que la bande et la partie enflammée se trouvent plongées dans l’eau de l’embattoir où elles s’éteignent.

L’embattage – Gravure de l’Encyclopédie de Diderot et d’Alembert.
Une gravure nous permet de voir les deux méthodes décrites. Nous y voyons à droite des ouvriers cintrant sur une roue des bandes de fer rougi et d’autres posant un cercle à froid, avec quelques difficultés semble-t-il, car leurs efforts sur les leviers paraissent très importants. On déduit de cette représentation que la circonférence intérieure du cercle est très légèrement
inférieure à la circonférence de la roue. Il suffirait de chauffer le cercle pour le dilater et pour pouvoir le mettre en place ! Nous sommes donc très proches de la méthode de cerclage utilisée par les charrons depuis le 19ème siècle et toujours employée de nos jours. On peut penser qu’un jour, des charrons n’arrivant pas à poser un cercle à froid, le firent rougir dans le but de brûler un peu la jante de la roue. Et le cercle se mit en place, sans effort et en donnant à la roue une rigidité supplémentaire. La méthode se répandit chez tous les charrons mais le génial inventeur reste inconnu…Cependant, la pose du cercle à froid est restée en usage jusqu’au 20ème siècle et la publicité ci-contre parue dans le manuel de charronnage de TAUPENOT(4) édité en 1927 atteste de cette pratique puisqu’il y est question d’une «presse à embatre les roues à froid» ! Quant à la technique consistant à utiliser des bandes de métal clouées sur les jantes, elle aussi a perduré et, d’après LEBRUN, était aussi robuste que le cercle : «L’expérience prouve que les roues ferrées de l’une ou de l’autre manière sont également solides. Si quelques rouliers
préfèrent les bandes aux cercles, c’est qu’ils craignent de ne pas trouver sur toutes les routes des ouvriers capables de ressouder ou de remplacer des cercles usés ou cassés»(5) MARIN-DARBEL, quant à lui, considère que c’est la diffusion, dans la seconde moitié du 19ème siècle, des machines à cintrer et à refouler qui a permis la généralisation de la fabrication et de la pose du cercle(6). Cette méthode ne se diffusera que lentement, en ville d’abord, puis progressivement dans les campagnes.
Enfin, TAUPENOT(7) nous explique que «le boulon de roue est généralement appelé clou-à-vis ; ce nom lui vient car il rappelle les clous forgés qui fixaient les bandes qui, il y a seulement une soixantaine d’années, tenaient lieu et place des cercles ou bandages des roues d’aujourd’hui et qui étaient fixées par des clous à bandes» La technique de la pose du cercle à chaud reste assez empirique et nos anciens considèrent que le cercle doit avoir, comme circonférence intérieure, la circonférence de la roue moins l’épaisseur du cercle(8), les mesures étant effectuées avec la roulette de charron dont la précision atteint difficilement le millimètre. Nous allons donc examiner de façon théorique les conditions de pose d’un cercle.
Dilatation et pose d’un cercle sur une roue
Nous avons vu que la circonférence intérieure du cercle est inférieure à la circonférence de la roue et qu’il est nécessaire de dilater ce cercle
pour le mettre en place. Il est aussi indispensable d’avoir un jeu suffisant entre la roue et le cercle pour permettre une mise en place rapide et pour cela facile.
Prenons un exemple :
le cerclage d’une roue de 1,4 m de diamètre, composée de 6 jantes de 80 mm d’épaisseur, avec un cercle de 20 mm d’épaisseur. En suivant la méthode traditionnelle, c'est-à-dire si nous enlevons à la circonférence de la roue l’épaisseur du cercle, ce dernier aura une circonférence intérieur de : (π x 1,400) – 0,020 = 4,378 m. Si, pour faciliter le montage, nous souhaitons avoir un jeu de 2 mm entre la roue et le cercle chaud, le diamètre de ce dernier devra être de 1,404 m. Sa circonférence sera de 4,410m et il faudra le dilater d’environ 33 mm.
Pour savoir à quelle température nous devons le chauffer, nous utilisons la formule donnant la dilatation linéaire soit : ΔL = L0 x α x Δt dans laquelle ΔL est la variation de longueur due à la dilatation, L0 la longueur à froid, Δt l’élévation de température, α étant le coefficient de dilatation linéaire (12.10-6 pour le fer) et nous obtenons une élévation de température d’environ 620°
Cette température, dont la couleur correspond au «rouge très sombre» ou «rouge cerise foncé» suivant les auteurs, est difficile à identifier à l’œil et en plein jour au milieu des flammes du feu. Il est pourtant important de ne pas trop dépasser cette température. En effet, si le montage du cercle peut en sembler facilité, d’autres problèmes apparaissent alors.
Le cercle rougi va enflammer le bois de la jante à son contact(9), ce qui oblige à l’arroser, ce qui rétreint le fer sur une partie du cercle et le déforme, rendant sa mise en place malaisée. De plus, le bois brûlé et carbonisé va s’effriter rapidement et le cercle ne portera plus sur la jante à cet endroit. Cette surchauffe est fréquente sur des cercles chauffés au feu de bois où l’on voit souvent des parties franchement rouge et d’autres encore noires.

L’exemple précédent est très théorique car, dans la pratique, ni les roues et encore moins les cercles n’ont une perfection géométrique, ce qui oblige à les dilater encore plus. Quant aux roues neuves, il existe entre les segments de jante des espaces appelés «déjours» qui nécessitent une dilatation encore plus importante afin de les compenser. Afin de comprendre la présence de ces espaces entre les segments de jante nous devons nous reporter à la technique de fabrication des roues.
Le Manuel du charron-forgeron de Taupenot va être maintenant notre guide.
La fabrication des jantes des roues
Taupenot nous dit : «Au sujet du débit des jantes, (…) celles-ci ne doivent pas être cintrées suivant le même courbe, la même ouverture de compas qui tracerait la circonférence de la roue(10)» et il présente le dessin suivant :

Dessin 1 – Traçage d’un segment de jante
Sur ce dessin, la roue finie doit avoir un rayon égal à TC1. Pour tracer la découpe réelle de la jante, il faut ajouter au rayon TC1 une dimension D égale à (TC1 x 2) x 0,025, en fait, le diamètre de la roue finie multiplié par 0,025. Le nouveau centre C2 permet de tracer le contour de la jante. La longueur L est égale au côté du polygone correspondant au nombre de segments de jante de la roue et inscrit dans un cercle de rayon TC1. Exemple pour une roue à 6 segments de jante (hexagone) la longueur du côté est égale au rayon de la roue(11).
Les bouts du segment de jante sont coupés en traçant C2A et C2B. Le dessin N°2 présente une roue neuve prête à être cerclée.
(les proportions ont été exagérées afin de mieux voir les déjours).
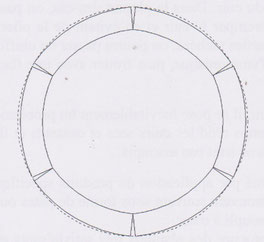
Dessin N°2 – Roue neuve
Nous voyons un espace entre chaque segment de jante, et Taupenot nous dit «Cette coupe maigre devient normale, c'est-à-dire que le joint portera parfaitement sous la pression du cercle posé à chaud ou à froid. Si au contraire les jantes étaient cintrées suivant le rayon réel de la roue, même quand les joints seraient faits avec la plus grande précision, ils bâilleraient à l'intérieur et les joints seraient creux sur le dessus et partant ils feraient la bosse à l'intérieur. Voilà la raison d'être du raide des jantes(12).» Nous ne nous étendrons pas sur la possibilité du cerclage à froid envisagé par Taupenot et nous revenons sur le cerclage à chaud. Reprenons notre exemple d’une roue neuve de 1,4 m de diamètre, composée de 6 jantes d’épaisseur 80 mm, le cercle ayant 20 mm d’épaisseur. Si nous souhaitons un jeu de 2 mm autour de la roue, le calcul nous indique que le cercle chaud devra avoir une circonférence de 4,428 m et devra donc être chauffé à presque 1000° ! Il est évident que manipuler un cercle à cette température sans qu’il soit déformé est très difficile et, d’autre part, il brûlerait considérablement la roue.
Conclusion
Il est évident que le cerclage est une opération délicate, nécessitant précision dans la préparation de la roue et du cercle mais aussi dans l’opération du chauffage et de la mise en place. Les données théoriques de construction devaient certainement être
adaptées par le charron suivant les dimensions de la roue.
Nos anciens possédaient en la matière une expérience et un savoir faire que nous ne pouvons qu’admirer.
